
プラチナ950の手順など
随分涼しくなってきました
この写真はプラチナ950を鋳型から取り出したものです。

プラチナは溶解温度1768度程で溶けるのでプラス150度から200度で溶解していきます。
そのため、鋳型も2000度のプラチナが流れて入るため固い素材で埋没をするのですが、
それがシリカ性の埋没材を使って作ります。
埋没材とですが、シリカなのでガラスのような素材が型です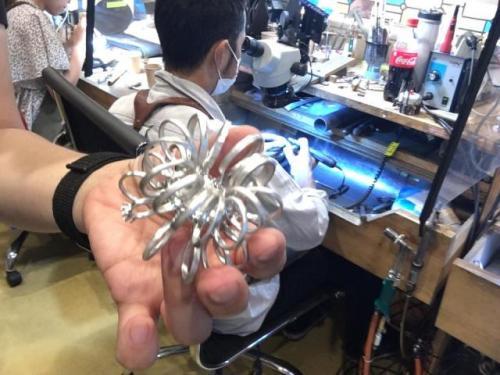
こんな感じです。
計ってみると一回の鋳造で150gを超えるときもあります。
アトリエでは200gまで溶解可能な鋳造機を使っているため150gは想定内です。
こちらの写真は、このようにプラチナは円盤キャスト技法を使って綺麗に流し込んでいます。
中央に穴が開く鋳造方法です、綺麗に穴が開くことで商品が綺麗になります。
日々の発送の様子です。
沢山の商品を毎日結婚指輪をお届けしています。
多い日は15組程発送することもあります。
毎日集荷に来てくれる方に感謝です。
ジュエリー制作プラチナ編
ジュエリー制作プラチナ編^^
日々プラチナ950を溶解し鋳造を行っていますが、
普段見せる事が中々ない工程を紹介します

こちらは、一旦プラチナ950を作っているところで、
2000度程で溶解したプラチナ地金を坩堝ごと水の中で急冷しています。
坩堝からプラチナを取り出す時地金が先に冷える事で溶解する容器[坩堝ルツボ]から分離します。

ココからはプラチナ鋳造の様子です。1860~1900度で今度は溶解したら、
鋳型に流すことを鋳造と云います。
キャスティングクールタイム180秒です
3分間鋳型にアルゴンガスで3気圧以上で加圧します。
3分経つと解除して大気気圧まで落としてから埋没材からプラチナリングを取り出していきます。
ココからは省略して~
こんな感じです、円盤キャストと名付けています^^
均一に圧が全てのリングに行き届くのでこの方法が最も良く綺麗に流れる鋳造です。
又アトリエでは真空加圧式鋳造機で鋳造しておりますが、
加圧は品質をより良くするためにコンプレッサーを使わないでアルゴンガスを使っています。
アルゴンガスは圧が高いため鋳造時に入る勢いがコンプレッサーの比ではない程なんです。
このように綺麗に上下にプラチナが行き届き綺麗な鋳肌を出せています。
日々このような制作で39プランの結婚指輪を丁寧に作り上げています。
ドイツから鋳造機到着MC-20V
ドイツから大きな荷物が届きました!
何だか分かりますか?

じゃじゃーん^^
プラチナ鋳造機です。
大変好評の39プランの制作に力になってもらう目的でドイツから到着しました!
ATELIERの自社工房の鋳造室です。
鋳造機は全部で4機今は使わないのが2台倉庫に入っています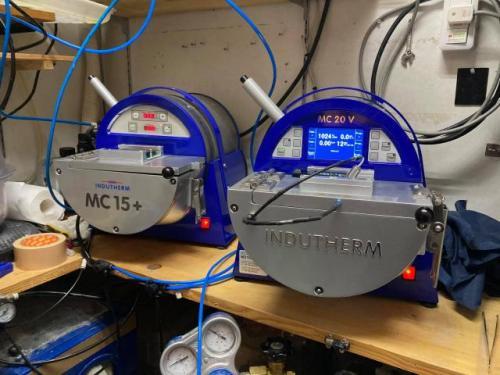
MC20Vは何が良いかって、液晶パネルで全てが電子制御されている点です。
溶解電子温度計も2999度まで測定可能なんです。
アトリエでは高品質なPt950を使っていますがプラチナの融点[溶ける温度]は1,768°Cです。
Pt950になると若干融点は下がると思われます。それでも1700℃はあるはずで
鋳造するときは+200度は最低必要になります。
つまり1900℃でも綺麗に入りきれない場合があるのです
又、目視や勘によるキャスティングは通常今迄は当然の行為でしたが、
これからは数値化されます。
ゴールドも全て数値化して綺麗な鋳造をして綺麗な仕上がりをお客様に届けたいっという思いでジュエリー制作を取り組んでいます。